

Faraday Cage Effect in Powder Coating: Causes & Solutions
If you've ever powder coated a complex part — a fence panel with deep channels, a tube frame with internal welds, an enclosure with sharp inside corners — you already know the frustration. The outside of the part comes out perfect. But the moment you look inside the recesses, you see it: bare metal, thin coverage, orange peel, or no coating at all.
That isn't bad equipment. It isn't poor technique. It's physics. Specifically, it's the Faraday cage effect, and it has been the single biggest unsolved problem in electrostatic powder coating for decades.
This guide explains exactly what the Faraday cage effect is, why traditional powder guns can't beat it, and how the Paint Brothers Q7 handheld electrostatic powder coating gun is the first portable solution engineered to break through it.
What Is the Faraday Cage Effect?
In a powder coating system, charged powder particles are attracted to a grounded workpiece by an electric field. The particles follow the electric field lines running between the gun and the metal surface.
The problem: electric field lines don't behave the way intuition suggests. Instead of penetrating evenly into a part, field lines concentrate on the outermost surfaces, edges, and corners, and they avoid recessed areas. The deeper the recess, the weaker the field inside it.
This is the Faraday cage effect — named after Michael Faraday, who showed in 1836 that a conductive enclosure shields its interior from external electric fields.
In powder coating, it shows up as:
- Bare or thin coverage in inside corners, channels, and slots
- Powder build-up on edges while recesses stay uncoated
- Back-ionization when operators try to compensate with more voltage
- Wasted powder, multiple coats, and rework to fix the gaps
For a coater, it means longer cycle times, lower first-pass yield, and parts that fail QC inspection — even when the operator did everything right.
Where the Faraday Cage Effect Hurts the Most
Almost every powder coating shop runs into Faraday cage problems on certain part geometries. The worst offenders include:
| Part type | Why it's a Faraday cage nightmare |
|---|---|
| Mesh and grating (fence panels, BBQ grills, security screens) | Tight repeating geometry creates dozens of mini-recesses |
| Tube and box frames | Inside corners of welds and joins shield the field |
| Electrical enclosures and cabinets | Deep internal corners with right angles |
| Heat sinks and fins | Narrow, deep parallel slots |
| Architectural extrusions | Inside grooves and channels |
| Automotive chassis components | Complex 3D geometry with internal cavities |
| Industrial racks and shelving | Welded inside corners and reinforced channels |

If your work includes any of these, you've felt the pain. And you've probably been told there's no real fix — only workarounds.
Why Traditional Workarounds Fall Short
Over the years, the powder coating industry has developed several techniques to manage the Faraday cage effect. None of them truly solve it.
1. Lower the Voltage
The conventional advice is to drop kV when coating recessed areas. Less charge means a weaker electric field, which means the field is less likely to terminate on outer edges and more likely to reach inside corners.
The catch: Lower voltage also means lower transfer efficiency. You end up using more powder, getting thinner coats, and losing the wrap-around behavior that makes electrostatic coating efficient in the first place. It's a trade-off, not a solution.
2. Tribo-Charging Guns
Tribo (or "triboelectric") guns charge powder by friction rather than corona discharge. Because tribo guns produce no free ions, they avoid back-ionization and can sometimes coat recesses better.
The catch: Tribo guns require special powder formulations, charge less efficiently than corona guns, and their performance varies dramatically with humidity and powder chemistry. They're a niche tool, not a universal answer — and they're rarely available in handheld form for field work.
3. Multiple Light Coats
Some shops apply a thin first coat at low kV, partially gel it, then re-coat. The first thin layer reduces the field-shielding effect, allowing the second coat to reach deeper.
The catch: It doubles or triples your cycle time, increases oven energy consumption, and still doesn't guarantee complete coverage on the worst geometries.
4. Manual Touch-Up
The brute-force approach: spray normally, then go back and manually flood the recesses by holding the gun closer or at an angle.
The catch: It depends entirely on operator skill, wastes powder, and produces inconsistent results part-to-part.
The pattern is clear. Every traditional fix is a compromise — it trades efficiency, cost, time, or consistency for marginally better recess coverage.
The Q7 Breakthrough: A Handheld Gun That Actually Solves It
The Q7 Handheld Electrostatic Powder Coating Gun by Paint Brothers (QXD Coating) is the first portable powder coating gun engineered specifically to overcome the Faraday cage effect — without the trade-offs of traditional workarounds.

What makes the Q7 different:
- Effective coverage in deep recesses, inside corners, and complex geometries — areas where standard handheld guns leave bare metal.
- Maintains high transfer efficiency while still penetrating Faraday cage areas, so you don't trade powder savings for recess coverage.
- Designed for portability and field work — it's a true handheld unit, not a stationary booth gun. Ideal for on-site coating, repair work, custom jobs, and shops that need flexibility.
- Compatible with standard powder coating powders — no specialty formulations required.
- Built for production reliability — engineered, manufactured, and continuously refined by the team at Dongguan Paint Brothers Spray Equipment Technology Co., Ltd.


The Q7 isn't an incremental improvement on existing handheld guns. It's a fundamentally different approach to handheld electrostatic coating, developed in-house by Paint Brothers' R&D team and currently the only handheld gun on the world market with proven Faraday cage penetration.
Who Benefits Most from the Q7
The Q7 is built for professionals who deal with hard-to-coat geometry every day. That includes:
- Custom and small-batch coating shops taking on jobs that bigger shops refuse because of complexity
- Architectural and metalwork fabricators coating gates, fences, railings, and panels with mesh or recessed detailing
- Automotive restorers and customizers working on frames, brackets, and complex one-off parts
- Industrial maintenance teams doing on-site re-coating where parts can't go to a booth
- OEM in-house coating lines that struggle with first-pass yield on specific high-volume parts
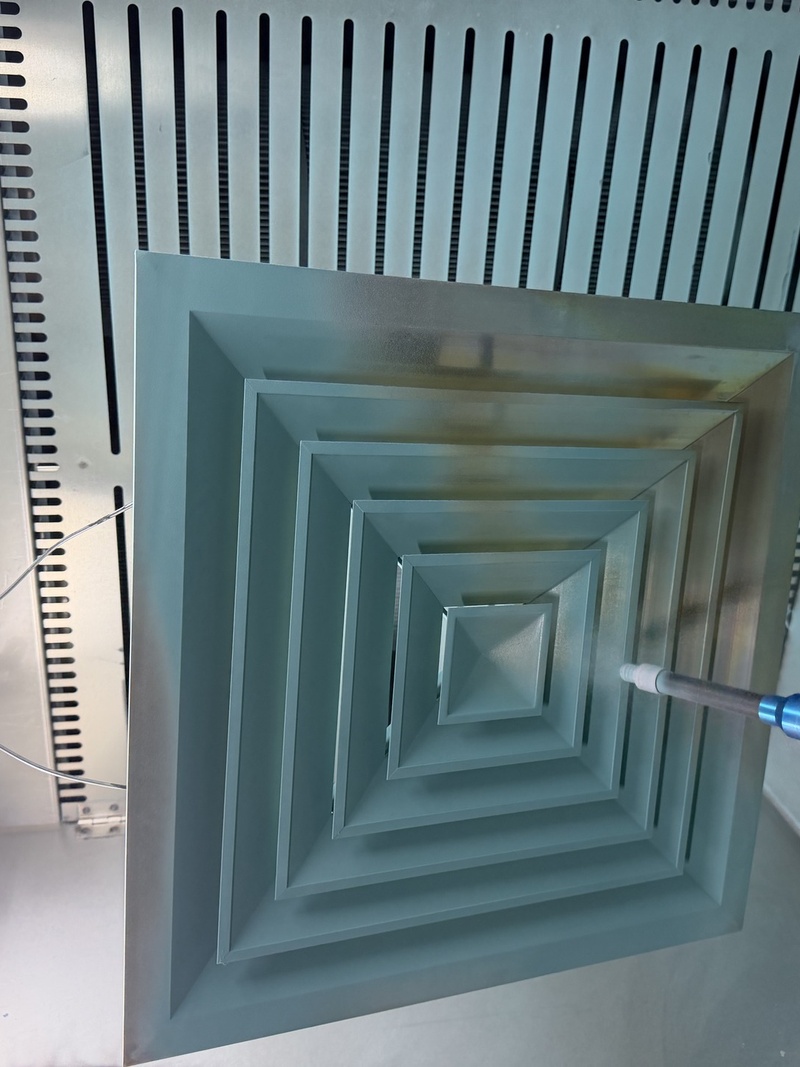
- HVAC and ventilation manufacturers coating air diffusers, grilles, dampers, and ductwork with deep recesses and louvered geometry
- Equipment dealers and distributors looking for a differentiated product to offer customers
If your customers regularly send back parts with bare recesses, or your operators routinely double-coat to "make it work," the Q7 is built for you.
Frequently Asked Questions
What exactly is the Faraday cage effect in powder coating?
It's a physics phenomenon where the electric field used to attract charged powder particles concentrates on the outer surfaces of a part and fails to reach inside corners, recesses, and enclosed areas. The result is poor coating coverage in those areas.
Can the Faraday cage effect be eliminated completely?
With a standard corona-charging handheld gun, no — only managed. The Q7 is the first handheld powder coating gun designed to penetrate Faraday cage areas effectively, making complete coverage achievable in geometries that traditional guns cannot handle.
Does the Q7 work with standard powder?
Yes. The Q7 is compatible with standard electrostatic powder coating powders. No specialty formulations are required.
Is the Q7 suitable for industrial production lines?
The Q7 is a handheld unit optimized for flexibility, on-site work, custom jobs, and small-to-medium batch production. For high-volume automated lines, contact Paint Brothers to discuss the right configuration for your throughput.
How is the Q7 different from a tribo gun?
Tribo guns avoid Faraday cage problems by sacrificing charging efficiency and requiring specialty powders. The Q7 maintains the efficiency advantages of corona-charging while solving the recess coverage problem — without specialty powder requirements.
Where is the Q7 manufactured?
The Q7 is designed and manufactured by Dongguan Paint Brothers Spray Equipment Technology Co., Ltd. in Guangdong, China. We ship worldwide and support international customers in English.
Stop Compromising on Recess Coverage
For too long, powder coaters have accepted Faraday cage problems as an unavoidable cost of the technology. Lower the voltage. Coat it twice. Touch it up by hand. Live with the rework.
The Q7 changes that. It's the first handheld powder coating gun engineered to break through the Faraday cage effect — so you can coat the parts other shops turn away, hit first-pass yield on complex geometries, and stop losing time to rework.

Ready to see the Q7 in action?
- Request a product demonstration video
- Request a quotation for your application
- Email us with your part geometry: yangjianwei281@gmail.com
- Visit www.qxdcoating.com to learn more about Paint Brothers / QXD Coating
Paint Brothers (QXD Coating) is the brand name of Dongguan Paint Brothers Spray Equipment Technology Co., Ltd., a manufacturer of electrostatic powder coating equipment based in Dongguan, Guangdong, China. The Q7 handheld gun is the result of in-house R&D dedicated to solving real-world coating challenges for professionals worldwide.
For wire mesh and fence coating challenges, see our guide on powder coating wire mesh and fence.